目录索引
长轴类工件的弯曲测量怎么做?
这里举个例子:直径600mm长度15m。平时对于工件比较短时,采用紧线测量的方式,但是对于如此长的工件,线自身的下垂误差就比较大。工件若放不好,也有一定程度的变形。
遇到此类工件,测量弯曲时可以上床子上检测,或者矫直机上也可以。
无缝钢管、直缝钢管、锻造钢管这三者来讲,直线度最好要数锻造钢管了,因其外径是加工设备一点一点车出来的,所以直线度一般没有问题。无缝钢管次之,这种钢管的生产工艺中都有一个三辊绞直的(对精度要求高的 有 6辊矫直机 9辊矫直机12辊矫直机,更有超高直线度要求的管子 使用韩国进口的电脑控制多功能一体液压矫直机)工序,能基本满足客户对直线度的要求。最差的就是直线钢管,虽然基工艺也有这个工序,但其是都是由钢板或者卷板卷制而成,钢材内部的内应力如果不能很好释放出来,加工完毕后也会引起钢管的变形。
直线度或者说弯曲度的计算一般来讲有两种:
一、无缝钢管或直缝钢管局部弯曲度:即用长为一米的直尺靠量在钢管的最大弯曲处,测其弦高(mm),即为局部弯曲度数值,其单位为mm/m,表示方法如2.5mm/m。此种方法也适用于管端部弯曲度。
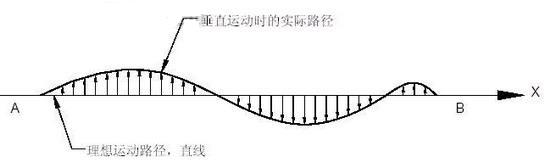
二、钢管全长总弯曲度:用一根细绳,从管的两端拉紧,测量钢管弯曲处最大弦高(mm),然后换算成长度(以米计)的百分数,即为钢管长度方向的全长弯曲度。
例如:钢管长度为10m,测得最大弦高30mm,则该管全长弯曲度应为:0.03÷10m×100%=0.3%
对于长轴类工件,热处理后弯曲如何测量呢?